
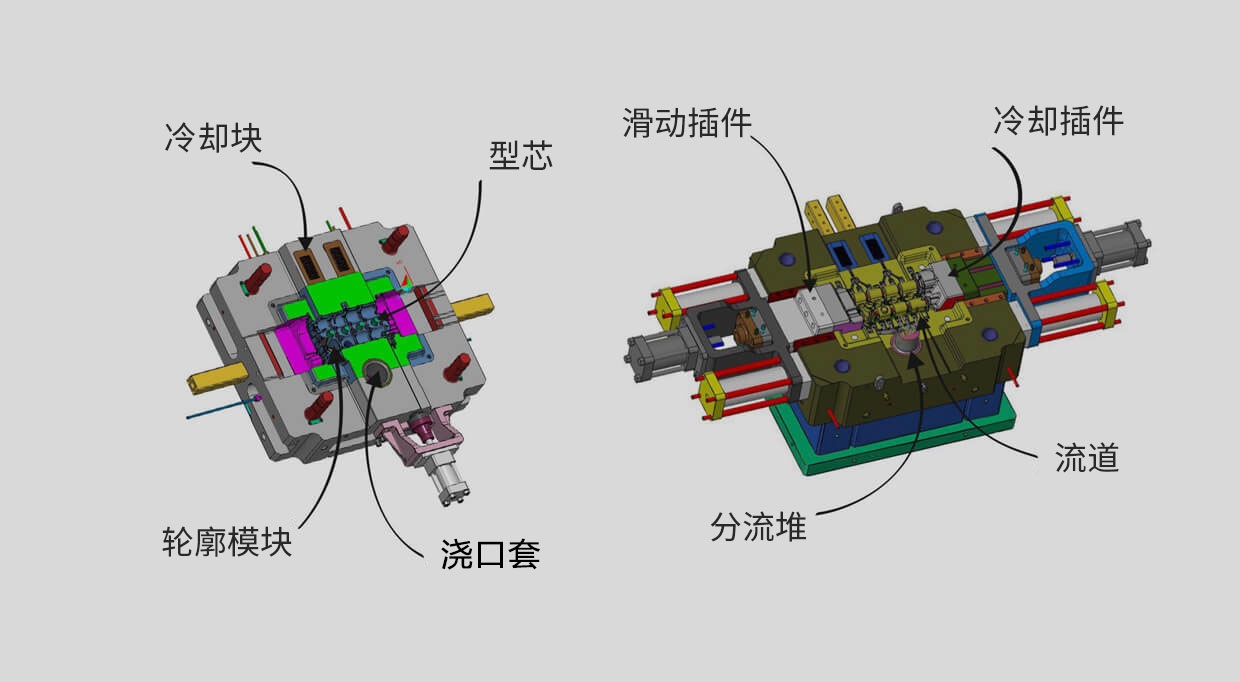
Anviloy® 高性能模具解决方案
ANVILOY®是由美国前钨生产商CMW及其合作伙伴WELDSTONE集团的金属专家团队独家开发的钨基合金品牌。如今,WELDSTONE集团是ANVILOY®产品的独家生产商和品牌所有者。ANVILOY®产品由WELDSTONE及其位于佛罗里达州的美国姐妹公司Astaras, Inc.经销。压铸行业最常用的高科技材料是ANVILOY®1050、ANVILOY®1150和ANVILOY®1350.
ANVILOY®的特点
- 高抗稀释性
- 高温下高硬度
- 高温下高强度
- 优异的导热性
- 优异的抗回火性能
- 易形成分离层
- 易加工
ANVILOY®的优势
- 减少腐蚀和侵蚀
- 增加成型稳定性
- 提高尺寸稳定性
- 加快散热
- 最大限度地减少热振
- 减少粘连
- 造型多样
ANVILOY®的成效
优化耐磨性
- 冲蚀保护
- 腐蚀保护
- 钎焊保护
- 粘连保护
优化热学性能
- 增强导热以避免气孔
- 增强导热以减小枝晶间距
- 增强导热以缩短周期时间
- 增强导热以优化充型
优化产品成本
- 缩短周期时间
- 延长模具寿命
- 减少维修时间
优化铸件质量
- 优化铸件机械性能
- 优化铸件表面质量
- 减少铸件气孔
Anviloy® 产品
典型的Anviloy®产品包括冷却镶件、耐磨镶件、浇口衬套和浇口柱.
Anviloy® 性能参数
| 硬度 [HV10] |
密度 [g/cm³] |
拉伸强度 Rm [MPa] |
延伸率 A5 [%] |
屈服强度 Rp0.2 [MPa] |
杨氏模量 (20 °C) [GPa] |
热膨胀系数 (20 ° - 400 °C) [* 10⁻⁶ ¹⁄K] |
导热系数 (20 ° - 400 °C) [W/mK] |
|
|---|---|---|---|---|---|---|---|---|
| Anviloy® 1050 | 300 | 17,0 | > 900 | > 20 | 600 | 330 | 6,2 | 70 |
| Anviloy® 1150 | 350 | 17,3 | 965 | > 10 | 640 | 360 | 5,6 | 65 |
| Anviloy® 1350 | 310 | 18,7 | 920 | > 10 | 620 | 370 | 5,1 | 90 |
| EN/DIN1.2344 AISI H13 | 380-480 | 8±0,1 | 1230-1570 | bis zu 40 | ~1200 | 210 | 11 | 23 |
| EN-GIS-500-7 | 180-230 | 7,1±0,1 | 500 | 7 | 320 | 169 | 12,5 | 35,2 |
| Anviloy® 1050 | |
|---|---|
| 硬度 [HV10] |
300 |
| 密度 [g/cm³] |
17,0 |
| 拉伸强度 Rm [MPa] |
> 900 |
| 延伸率 A5 [%] |
> 20 |
| 屈服强度 Rp0.2 [MPa] |
600 |
| 杨氏模量 (20 °C) [GPa] |
330 |
| 热膨胀系数 (20 ° - 400 °C) [* 10⁻⁶ ¹⁄K] |
6,2 |
| 导热系数 (20 ° - 400 °C) [W/mK] |
70 |
| Anviloy® 1150 | |
|---|---|
| 硬度 [HV10] |
350 |
| 密度 [g/cm³] |
17,3 |
| 拉伸强度 Rm [MPa] |
965 |
| 延伸率 A5 [%] |
> 10 |
| 屈服强度 Rp0.2 [MPa] |
640 |
| 杨氏模量 (20 °C) [GPa] |
360 |
| 热膨胀系数 (20 ° - 400 °C) [* 10⁻⁶ ¹⁄K] |
5,6 |
| 导热系数 (20 ° - 400 °C) [W/mK] |
65 |
| Anviloy® 1350 | |
|---|---|
| 强度 [HV10] |
310 |
| 密度 [g/cm³] |
18,7 |
| 拉伸强度 Rm [MPa] |
920 |
| 延伸率 A5 [%] |
> 10 |
| 屈服强度 Rp0.2 [MPa] |
620 |
| 杨氏模量 (20 °C) [GPa] |
370 |
| 热膨胀系数 (20 ° - 400 °C) [* 10⁻⁶ ¹⁄K] |
5,1 |
| 导热系数 (20 ° - 400 °C) [W/mK] |
90 |
| EN/DIN1.2343 AISI H13 | |
|---|---|
| 强度 [HV10] |
380-480 |
| 密度 [g/cm³] |
8±0,1 |
| 拉伸强度 Rm [MPa] |
1230-1570 |
| 延伸率 A5 [%] |
bis zu 40 |
| 屈服强度 Rp0.2 [MPa] |
~1200 |
| 杨氏模量 (20 °C) [GPa] |
210 |
| 热膨胀系数 (20 ° - 400 °C) [* 10⁻⁶ ¹⁄K] |
11 |
| 导热系数 (20 ° - 400 °C) [W/mK] |
23 |
| EN-GIS-500-7 | |
|---|---|
| 强度 [HV10] |
180-230 |
| 密度 [g/cm³] |
7,1±0,1 |
| 拉伸强度 Rm [MPa] |
500 |
| 延伸率 A5 [%] |
7 |
| 屈服强度 Rp0.2 [MPa] |
320 |
| 杨氏模量 (20 °C) [GPa] |
169 |
| 热膨胀系数 (20 ° - 400 °C) [* 10⁻⁶ ¹⁄K] |
12,5 |
| 导热系数 (20 ° - 400 °C) [W/mK] |
35,2 |
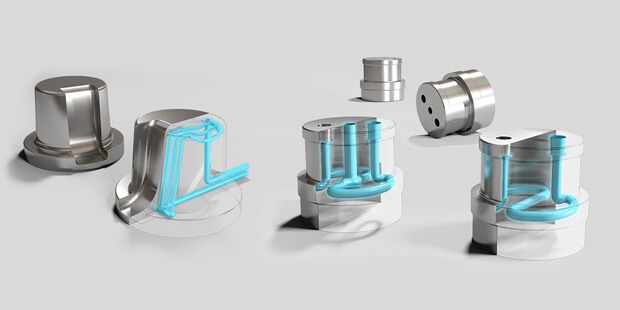
Anviloy® 3D
Anviloy® 3D是一种有内部复杂冷却管道的Anviloy®产品。之前,这种产品只能通过增材制造或者3D打印实现.
通过结合随形冷却Anviloy® 3D产品和导热系数比模具钢高4倍的Anviloy®产品,设计出拥有惊人冷却速率的产品.
- 超高的冷却速率
- 显著提高耐磨性能
- 显著减少粘连
Anviloy® Weld Rod
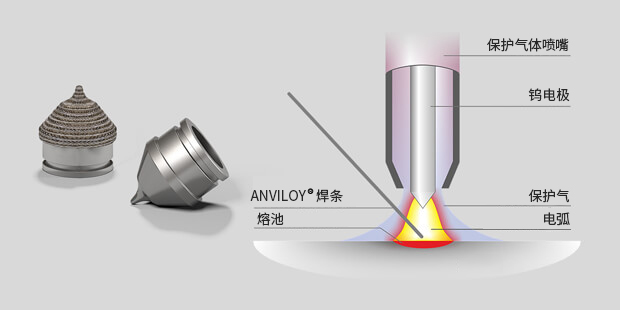
Anviloy®焊条可以制作成棒状或者盘丝。用于修复、增强或者涂覆模具钢或Anviloy®产品。也可用来焊接Anviloy®产品,如螺栓或者镶块.
Anviloy®焊条或者焊丝可以用简单的氩弧焊融化并应用于工件上.
- 显著增强耐磨性
- 减少粘连
- 修复产品延长使用寿命
Anviloy® C


Anviloy® C是经过特殊表面处理的Anviloy®产品。这种复杂的处理制造了一个非常硬的表面,且没有任何几何变形。硬度可提高6倍以上,对导热系数无任何负面影响.
硬度大幅度提高的结果是耐磨性显著提高,粘着显著减少.
- 显著提高硬度
- 显著提升耐磨
- 显著减少粘连
机加工建议
车削
-
使用ISO机械切割KO5-K20中的硬质合金制成的常用刀具能够完成所有的车削工作,包括内径和外径的车削。使用硬质合金车削刀具进行无导面切削时,将前角设置为6°,后角设置为6°-12°。切削时,前刀面最好选择无斜面断削槽。切割速度达到80-120米/分,且能够实现高速旋转。此道工序无需冷却剂.
钻孔
-
选择高速钢(NR.1.3342 or 1.3343为宜)或ISO机械切割K10硬质合金制成的钻头。钻头顶锥角应为120°。根据刀具材料的不同,切削速度从20米/分-80米/分不等。当不使用冷却剂时,高速钢制成的钻头需要经常通风,防止钻头刃口温度超过550℃.
铣削
-
选择ISO机械切割K10-K20/P20-P30硬质合金制成的正转位刀片头为宜。主偏角为80°,可转位刀片的副偏角为6°-10°。同样设定斜角为6°。铣削速度最好为80-120米/分钟,可实现高速铣削。此道工序,无需冷却剂.
磨削
-
使用钨合金瓷性碳化硅砂进行磨削。粒度为50-120,研磨盘硬度应为H-K。对磨削区进行研磨盘冷却和碎片清理时,必须用强冷却剂喷射冲洗。冷却剂可以是水和工业添加剂的混合物.
电火花加工(EDM)
-
一般来说,所有这里提到的金属都可以采用电火花加工。加工这些高熔点金属时,必须使用高熔点电极材料。在此建议从威尔斯通订购Tucomet® 80或W90NiCu作为阴极电极使用.
粘合
-
所有的Anviloy® 合金都可以实现钎焊。可以使用银焊条8427在840℃或者8449在690℃高温下进行钎焊。在某些特殊情况下Anviloy® 产品也可以通过摩擦焊接与钢、铜、铝及其合金结合.
修复
-
Anviloy® 产品可以用Anviloy® 焊条修复。Anviloy® 焊条是一种以钨为基体的氩弧焊用填充材料,通常是焊条或焊丝。用来修复裂纹,断裂和冲蚀.